












Trendgineering
Ambitious rotary slide valve for high performance
| Petra Rehmet
Piggyback arrangement as special feature
Ensinger GmbH in Rottenburg am Neckar, Germany, produces rotary slide valves for a thermal management module for motor vehicles on a GXZ machine. A PPS with fiberglass reinforcement is used as the base material. The operating temperature, stability and friction are most important here.
To produce this component, Ensinger uses a KraussMaffei injection molding machine of the GXZ series, which has the second injection unit installed in what is called the piggyback arrangement. The 2-component mold has multiple cavities and uses an installed rotary table.
The rotary slide valve produced is part of a thermal management module. It regulates the flow rate of the coolant in combustion engines. The stepless regulation contributes to the reduction of fuel consumption and exhaust emissions as well as to the shortening of the engine warm-up phase.

Solving complex tasks
At the beginning of the injection molding cycle, a robot positions metal inlays in each cavity that are then encapsulated with plastic. The most important aspect of this inlay process is that the metal parts be positioned exactly in the mold.
"Together with KraussMaffei, we found a process-reliable solution that reliably fulfills the high quality requirements for the component." Markus Killinger, Head of Technology/Process Development of the Injection Molding division at Ensinger, continues, "Our target requirement was that the process ends with a finished component that needs no reworking or further processing steps. Accomplishing this required solving complex automation tasks for parts removal and deflashing. The technical expertise at KraussMaffei in the area of automation was a critical factor for our successful collaboration."
Strong communication between the automation experts at Ensinger and KraussMaffei quickly led to pragmatic solutions. "Furthermore, integration of the robot control system into the machine control system is a big advantage. This reduces the number of interfaces and significantly simplifies operation of the system," Killinger explains. Another important aspect is the flexibility of the manufacturing cells. "During series production it can also happen that customer specifications require slight changes to the component," Killinger says.
"In such cases, adaptation of the automation components from KraussMaffei to the new specifications flows quickly and smoothly."Markus Killinger, Head of Technology/Process Development of the Injection Molding division at Ensinger

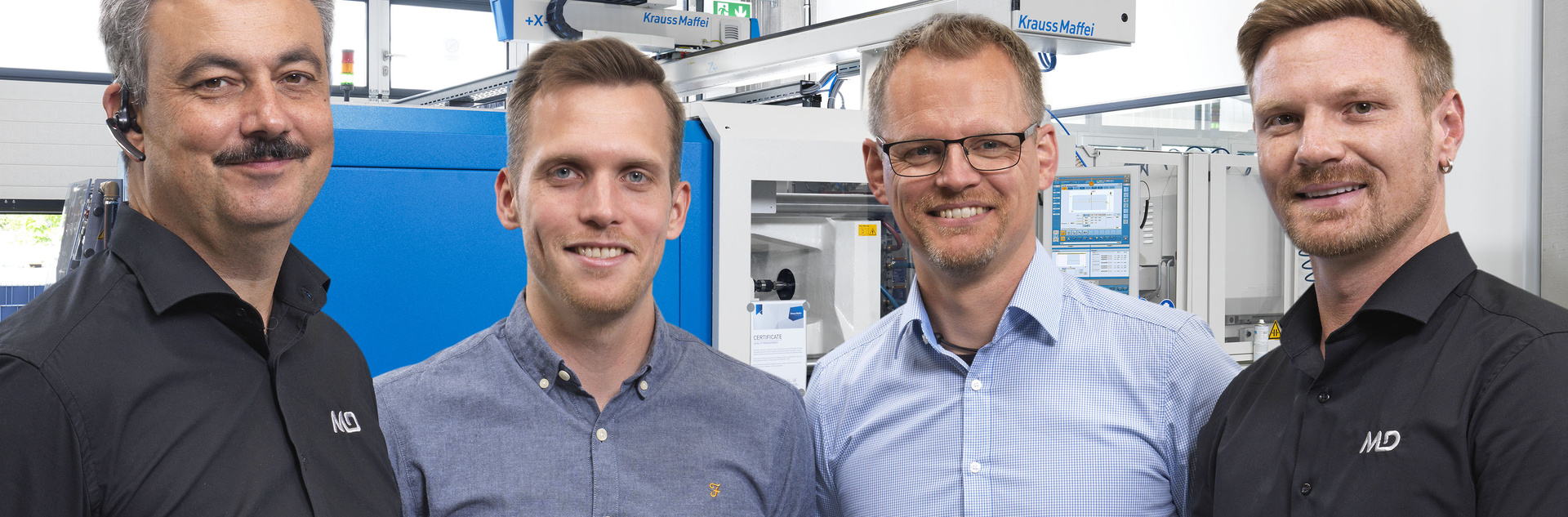
Partnership on equal terms
Ensinger and KraussMaffei are jointly pursuing the goal of overcoming challenging production tasks at the highest level of quality. Manuel von Varchmin (Head of the Sales and Service Center for Southern Germany at KraussMaffei, left) with Markus Killinger (Head of Technology/Process Development of the Injection Molding division at Ensinger, center) and Michael Werner (Injection Molding Process Development at Ensinger, right)
Processing glassfiber-reinforced high-performance plastics subjects the injection molding machine to special requirements because the melt temperatures can reach up to 430 °C. Plasticizing cylinders and screws must therefore be wear-resistant to the glass fibers and resistant to high temperatures. Even under these extreme conditions, the GXZ machine operates with precision and reliably.
The mold temperatures during injection molding of these materials are in the range of over 180 °C. Water has to be conveyed in a closed circuit at a pressure of over 10 bar as a heat-balancing medium so that the corresponding temperatures can be reached. The relatively high pressure requires special seals/gaskets in the mold. Furthermore, there is a danger of deposits causing problems in cooling ducts with small cross-sections. To avoid running a risk here, the cooling system is additionally equipped with corresponding flow switches. The control system of the KraussMaffei machine also has an integrated monitor for the entire temperature control system.
PPS housing with complex geometry
After its very positive experience with KraussMaffei systems during production of the rotary slide valves, Ensinger started right away on the next joint manufacturing project with KraussMaffei. Killinger describes the details, "This time, our concern is the housing of the thermal management module. This component is also made of PPS and has an exceptionally complex geometry, in part because it is equipped with multiple connections for coolant to enter and exit."
An injection mold with several core-pulling units and splitters for the respective demolding directions is used to produce the housing. "The technical challenges hidden in this component, which weighs 380 g, can be seen just from the mold weight of over 4 metric tons," explains Killinger. Furthermore, the ejector side of the mold weighs considerably more than the nozzle side.
"The familiar advantages of the GX series such as durability, ample installation space, long opening distances and large clamping dimensions, are seen here."Manuel von Varchmin, Head of the Sales and Service Center for Southern Germany at KraussMaffei
The mold is large, but thanks to the 2-platen technology, the machine needs only a relatively small installation area.
Contact
manuel.vonvarchmin@kraussmaffei.com
Find articles with similar topics:
More articles like this
More efficiency in injection molding thanks to intelligent mold temperature control
18.07.2026 | ahead
Transparency with depth effect: Producing high-quality surfaces sustainably
18.07.2026 | Michael Fuchs, Gerhard Konrad